钢丝缠绕高压胶管的工艺要求
阅读量:
高压胶管有很多的种类,不同种类有着不同的功能,下面就来看看钢丝缠绕高压胶管的工艺要求。
1、缠绕前应对内管逐根检查,不符合工艺要求的返回上工序处理。
2、缠绕过程中严格按照工艺表3表4规定的钢丝根数、缠绕行程、缠绕外径执行。
3、缠绕时应边缠边活管,以防赶胶起堆造成缠绕直径不均。
4、线轴放线张力要均匀,张力差不大于0.5N。
5、上线时按予定型要求分清左右旋,严禁左右旋混用,内层缠绕层采用右旋相邻两缠绕层旋向应相反。

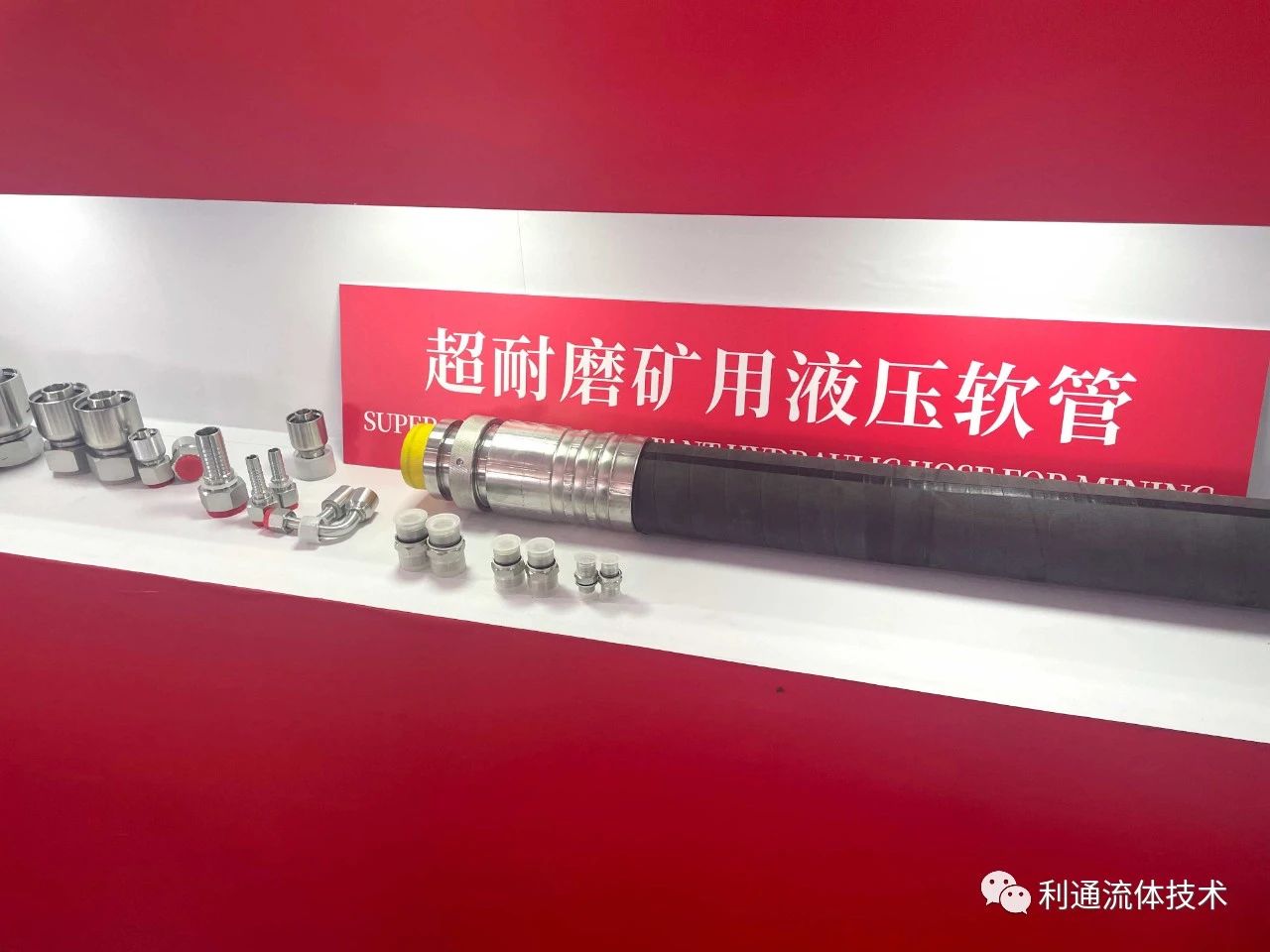
LT SA5992
产品应用:适⽤于挖掘机等⼤型⼯程机械或苛刻环境使⽤需求。
內胶层:氯丁合成橡胶,适⽤于可⽣物降解的液压油
增强层:两层钢丝编织(1/4" ‒5/16"),脉冲≥50万次,四层钢丝缠绕(3/8"‒1 1/4"),脉冲≥100万次,六层钢丝缠绕(1 1/2"‒2"),脉冲≥100万次
外胶层:免剥耐磨、耐天候合成橡胶
温度范围:-40℃ 至 +121℃(-40℉ 至 +250℉)
低弯曲:弯曲半径⽐ISO18752标准减少48%;⽐SAE标准减少50%
高压力:压⼒符合ISO18752-BC/CC/DC标准
长寿命:配套使⽤利通专供⼀体式软管接头及氢化丁腈密封件质保两年
6、各缠绕层采用相应的口型、分线器严禁代用。
7、缠绕机牵引压链要松紧适当,以免压力过大压伤内管。
8、内层缠绕层不允许有断线及背胶情况,其他缠绕层不允许有两根及两根以上断线,缠绕层应排列整齐。允许一个行程内有一根钢丝背股,缠绕层不合格处示作废标记以便包装时切除。
9、胶管每缠完一层用胶布将端头缠紧,并保证缠头部位顺利通过缠绕口型及包胶口型。
10、缠绕完毕的胶管整齐排放在托架上,并在48小时内包胶硫化。